Собрал движок М 110 (расточка и замена поршней, шлифовка коленвала и т.д.), а распредвалы в пастеле болтаются
как карандаш в стакане (зазор 0,15). Двигатель работает неравномерно, колотится, шум как у дизеля, зазоры клапанов постоянно надо подрегулировать, и давление масла что на холостом ходу(0,7-0,![]() , что в движении (при 3000 об. 2,5-2,
, что в движении (при 3000 об. 2,5-2,![]() оставляют желать лучшего.
оставляют желать лучшего.
Думаю, что вся беда из-за больших зазоров в пастеле распредвалов.
В нашем городе за ремонт не берутся.
Добрые Человеки по человечески прошу подкиньте любую информацию кто и как ремонтировался!!!
Кстати, в своё время пришлось ремонтировать среднее посадочное гнездо под подшипник КПП легендарного горбатого Запорожца без всяких станков! самодельными фрезами! и ВСЁ РАБОТАЛО! (кому интересно могу составить описашку).
Жду советов.

Ремонт пастели распредвалов М 110
Автор
МишаМ
, 22 Feb 2010 17:48
Сообщений в теме: 62
#1
 ОФФЛАЙН
ОФФЛАЙН
МишаМ
-
- Мерсоводы
-

- Cообщений: 1331
Ветеран
- Город:Темиртау Карагандинской обл. Казахстан
-
Автомобиль:
W126 M110.022 1983г.
Отправлено 22 February 2010 - 17:48
W126 // 126.022 // 280 SE //110.989 // АКПП 722.307 // 1983 г.
#2
ОФФЛАЙН
haligali123
-

- Заблокированные
-
- Cообщений: 8912
Мерсовладелец
- Город:Столица нашей родины, Самара:)
-
Автомобиль:
w123, w126
Отправлено 22 February 2010 - 18:02
Даа. давление масла просто попа..
разберемся с давлением вначалее. причина может быть в насосе, далее забит датчик давления масла,... когда снимали мотор мог ненароком забить трубку всякой гадостью.. очень плохо промыл\продул маслянные каналы. Я когда мотор собираю. перчатки белые должны быть постоянно чистыми когда берешься за железки.. Рспред\валы на давление в таком движке мало влияют или скажем так вовсе не влияют.
А вот по поводу как сделать так чтобы они не болтались, это тебе надо будет сходить в таксопарк или к токорям которые занимаются расточкой и заказать втулки чтобы вставили в бошку, не забудь и сами валы взять. чтобы проточили под размер одинаковый.. 
Все просто: w123 да w126, более не нужно , а остальное уже не важно...
П.С. Вот зараза, видимо важно! - Взял *Волка в овечьей шкуре* w124 420E.
#3
ОФФЛАЙН
voronoy
-

- Мерсоводы
-
- Cообщений: 1908
Ветеран
- Город:Симферополь
-
Автомобиль:
123-250, ГАЗ-24, ТЛК Прадо 150
Отправлено 23 February 2010 - 14:06
Чтобы по нормальному это сделать, это делают со снятием головы. После этого, снимают валы и закрепляют их опоры к голове как они должнеый быть. Ставят на специальный станок, который протачивает внутренний диаметр опор для запрессовки втулок под размер шеек вала (их может тоже надо проточить).
Если делать каждую опору отдельно, это грозит смещением центра оси относительно каждой, неправильной посадкой валов и возможно в последующем их выкручиванием или поломкой.
#4
ОФФЛАЙН
Gazzel
-

- Мерсоводы
-
- Cообщений: 14027
Легенда форума
Отправлено 23 February 2010 - 14:12
ну, чтоб по нормальному, это надо новые распреды. Лучше имхо сразу обратится в известную опытную фирму и заплатить денег, слишком много нюансов
москва 903-5237352
2010231f123541 190 карб175 белый/синий салон 85г
1240281b958502 280e серебро/велюр 93г не Е
1.Ищу синие репсовые коврики (ворсистые полосы) на 201,
или большие на 126-140+любого цвета на 201 с сохранившейся формой выкройки.
2.Куплю дорого отличный руль черный пупырчатый, правый по сылке http://photo.qip.ru/...rzzzz/95256210/
3. Ищу блок м104 с _максимально_ близким номером к№ 1049хх 12 014198
ПРОДАЮ ЧТО-ЛИБО РЕДКО, В ЛИЧКУ НЕ ПИШУ, СВЯЗЬ ЧЕРЕЗ ТЕЛЕФОН!
#5
ОФФЛАЙН
voronoy
-
- Мерсоводы
-
- Cообщений: 1908
Ветеран
- Город:Симферополь
-
Автомобиль:
123-250, ГАЗ-24, ТЛК Прадо 150
Отправлено 23 February 2010 - 15:17
Это и понятно что новое есть новое. Легче всего вообще тачку новую взять. Человеку нужно помочь в ремонте и посоветовть как правильно это сделать.
#6
ОФФЛАЙН
Gazzel
-
- Мерсоводы
-
- Cообщений: 14027
Легенда форума
Отправлено 23 February 2010 - 15:23
думаю способ ремонта сильно зависит от навыков мастера. Один сможет изготовить вкладыши, другой напылит, третий утопит распред и крышку. Я видел мотор с деланой головой в колхозе без использования запчастей, самом настоящем колхозе, на тракторной станции-мотор шептал.
москва 903-5237352
2010231f123541 190 карб175 белый/синий салон 85г
1240281b958502 280e серебро/велюр 93г не Е
1.Ищу синие репсовые коврики (ворсистые полосы) на 201,
или большие на 126-140+любого цвета на 201 с сохранившейся формой выкройки.
2.Куплю дорого отличный руль черный пупырчатый, правый по сылке http://photo.qip.ru/...rzzzz/95256210/
3. Ищу блок м104 с _максимально_ близким номером к№ 1049хх 12 014198
ПРОДАЮ ЧТО-ЛИБО РЕДКО, В ЛИЧКУ НЕ ПИШУ, СВЯЗЬ ЧЕРЕЗ ТЕЛЕФОН!
#7
ОФФЛАЙН
alex zav
-

- Мерсоводы
-
- Cообщений: 554
Мерсоактивист
- Город:г.Калуга
-
Автомобиль:
W124. 1993
Отправлено 23 February 2010 - 17:46
Для начала необходимо шлифануть коренные шейки распредвала "как чисто" или в один размер и посмотреть что получится. Утопить распред в головку это самое простое, но на мерсовском двигле с цепью вряд-ли прокатит. Работать будет, но не правильно. Нарушение работы механизма газораспределения (произойдет смещение фаз).
А далее под размеры распредвала сделать, что-то похожее на вкладыши. Собрать головку с вкладышами и крышками распредвала и окончательно расточить под необходимый размер (подойдет координатно-расточной станок). Головку снимать необходимо.
Второй способ попробовать шлифануть распред проверить размер и зазор с ГБЦ. Если задиры на ГБЦ не очень большие , то распредвал можно напылить хромом и шлифанут в нужный размер.
W124 200D 601.912 5МКПП
#8
ОФФЛАЙН
Корнелий Шнапс
-

- Мерсоводы
-
- Cообщений: 3773
Свободный художник
- Город:ЮВАО г.Понаехавск.
-
Автомобиль:
заз 965
Отправлено 23 February 2010 - 20:32
Ребят! вы хоть на картинке на голову 110 посмотрите а потом советуйте!
Какие крышки распредвала?
Правильный путь только один-ремонтные валы. Все остальное у нас делать не умемют.
Тыщ в 20 можно уложиться.
Или б/ушная постель лучше от гелика семиопорная. Хорошо бы еще опоры и рокера поменять на новые.
Или уж на гидрики переделывать!!!!
Реставрaция, фанерование, ламинировние
+7 916 249-7О99
#9
ОФФЛАЙН
wdb126
-

- Мерсоводы
-
- Cообщений: 174
Мерсовод
- Город:Краснодар
Отправлено 23 February 2010 - 20:52
Для начала необходимо шлифануть коренные шейки распредвала "как чисто" или в один размер и посмотреть что получится. Утопить распред в головку это самое простое, но на мерсовском двигле с цепью вряд-ли прокатит. Работать будет, но не правильно. Нарушение работы механизма газораспределения (произойдет смещение фаз).
А далее под размеры распредвала сделать, что-то похожее на вкладыши. Собрать головку с вкладышами и крышками распредвала и окончательно расточить под необходимый размер (подойдет координатно-расточной станок). Головку снимать необходимо.
Второй способ попробовать шлифануть распред проверить размер и зазор с ГБЦ. Если задиры на ГБЦ не очень большие , то распредвал можно напылить хромом и шлифанут в нужный размер.
Чего-то совсем не осилил данного совета. Какие ещё крышки распредвала???? Куда произойдет смещение??? 
Шейки распредвала 110 двигла разных размеров! Куда в один размер???
Есть два варианта ремонта постели распредвалов:
1: Шлифовка валов распредвала (с учетом конусности в продольном канале), затем расточка постели распредвалов (за один заход!!! для каждого вала), затем выточка новых вкладышей, с учетом новых размеров отшлифованного распредвала, а затем прессовка в натяг, в постель данных вкладышей. И не забудте потом про выточку маслянныъ каналов в уже вперссованом вкладыше
2. Купить новую постель и новые валы.
Ещё обычно советуют купить просто новые валы. Но:
Покупку новых валов без покупки новой постели считаю бесмысленной, так как покупка новых валов без постели подразумевает расточку постели под новый ремнотный вал, а в виду отсутствия хороших станков для прохода в один заход по разным рамерам каждой опоры шейки распредвала, то данное решение это лишняя трата денег на новые валы не имеет смысла. ИМХО
W126 280SE, М110.989, АКПП 722.3, г.в. 1983 г.в. ПРОДАН
Murano VQ35DE
#10
ОФФЛАЙН
Gazzel
-
- Мерсоводы
-
- Cообщений: 14027
Легенда форума
Отправлено 24 February 2010 - 00:49
утапливают не крышкИ, а крышкУ, либо чуть вперед либо чуть назад, подробностей не знаю. У распредов есть небольшой люфт, а шейки по краям сточены. Вероятно распред сдвигается на несношеную часть крышки.
москва 903-5237352
2010231f123541 190 карб175 белый/синий салон 85г
1240281b958502 280e серебро/велюр 93г не Е
1.Ищу синие репсовые коврики (ворсистые полосы) на 201,
или большие на 126-140+любого цвета на 201 с сохранившейся формой выкройки.
2.Куплю дорого отличный руль черный пупырчатый, правый по сылке http://photo.qip.ru/...rzzzz/95256210/
3. Ищу блок м104 с _максимально_ близким номером к№ 1049хх 12 014198
ПРОДАЮ ЧТО-ЛИБО РЕДКО, В ЛИЧКУ НЕ ПИШУ, СВЯЗЬ ЧЕРЕЗ ТЕЛЕФОН!
#11
ОФФЛАЙН
МишаМ
-
- Мерсоводы
-
- Cообщений: 1331
Ветеран
- Город:Темиртау Карагандинской обл. Казахстан
-
Автомобиль:
W126 M110.022 1983г.
Отправлено 24 February 2010 - 16:18
Конечно же купить новую башку и валы можно, но цена.........
Придётся искать координатно-расточной станок, а главное толкового мастера который не запорет деталь.
Покупать старую? Скорее всего будет такой же хлам.
Но если давление масла не сильно зависит от зазоров распредвалов, то я думаю что можно и так ездить (пускай думают, что стоит дизель и тарахтит).
Сдвинуть валы в осевом направлении тоже не получится, ширина опоры пастели и шейки распредвала одинаковая (кстати все шейки распредвалов разные, и валы вставляются только с одной стороны).
Напылять шейки валов не имеет смысла. так как износ опор пастели как правило яйцеобразный. Всю равно придётся растачивать пастель.
За смещение фаз газораспределения в принципе тоже можно не бояться, так как эта процедура регулировки хорошо описана в мануале по ремонту 126.
Придётся заняться с "нуля", с маслонасоса, а потом.......
Если получится напишу.
Спасибо всем кто откликнулся!
W126 // 126.022 // 280 SE //110.989 // АКПП 722.307 // 1983 г.
#12
ОФФЛАЙН
Gazzel
-
- Мерсоводы
-
- Cообщений: 14027
Легенда форума
Отправлено 24 February 2010 - 17:28
Так мануал есть? тут еще можно сначла промерить свой вал, и выяснит какого он размера. Согласно мануалу крышка и валы комплектовались разныи размерами, таким образом можно подобрать чтото из двух бу
москва 903-5237352
2010231f123541 190 карб175 белый/синий салон 85г
1240281b958502 280e серебро/велюр 93г не Е
1.Ищу синие репсовые коврики (ворсистые полосы) на 201,
или большие на 126-140+любого цвета на 201 с сохранившейся формой выкройки.
2.Куплю дорого отличный руль черный пупырчатый, правый по сылке http://photo.qip.ru/...rzzzz/95256210/
3. Ищу блок м104 с _максимально_ близким номером к№ 1049хх 12 014198
ПРОДАЮ ЧТО-ЛИБО РЕДКО, В ЛИЧКУ НЕ ПИШУ, СВЯЗЬ ЧЕРЕЗ ТЕЛЕФОН!
#13
ОФФЛАЙН
kit123
-

- Мерсоводы
-
- Cообщений: 2217
Ветеран
- Город:Москва, ЮВАО
-
Автомобиль:
W123
Отправлено 24 February 2010 - 18:08
Посмотри этот материал по твоей теме.
Ремонт постелей ч.1
Ремонт постелей ч.2
W123 2.3E 102.985 K-jetronic МКПП-4 1983 чёрный. 2002-2015-2021>>>>2024
Купить Мерседес может каждый, а содержать избранные.
Если человек хороший, то совершенно неважно, какого цвета у него "Мерседес".
#14
ОФФЛАЙН
МишаМ
-
- Мерсоводы
-
- Cообщений: 1331
Ветеран
- Город:Темиртау Карагандинской обл. Казахстан
-
Автомобиль:
W126 M110.022 1983г.
Отправлено 25 February 2010 - 15:46
Да, действительно, если верить мануалу, то постели распредвалов для этого двигателя идут двух ремонтных размеров.
Но я для начала попробую восстановить свою, старым "запорожеским" методом в своём гараже. Расточка, завтуливание, расточка опор под размер шеек вала.
Только втулки еще не решил из чего точить; силумин или бронза. Спрашивал своих токарей - все по разному советуют. Что же всё-таки лучше???
kit123 отличный ликбез по ремонту постелей. Жаль только, что АБ ИНЖИНИРИНГ моторные центры мне недоступны, живу ну очень далеко.
W126 // 126.022 // 280 SE //110.989 // АКПП 722.307 // 1983 г.
#15
ОФФЛАЙН
Gazzel
-
- Мерсоводы
-
- Cообщений: 14027
Легенда форума
Отправлено 25 February 2010 - 16:16
запорожский вал в 3 раза короче, и уровень качества на другие бороты и нагрузки, славбо верится в успех. Сообщи потом плиз, если можно- зафоткай процесс
москва 903-5237352
2010231f123541 190 карб175 белый/синий салон 85г
1240281b958502 280e серебро/велюр 93г не Е
1.Ищу синие репсовые коврики (ворсистые полосы) на 201,
или большие на 126-140+любого цвета на 201 с сохранившейся формой выкройки.
2.Куплю дорого отличный руль черный пупырчатый, правый по сылке http://photo.qip.ru/...rzzzz/95256210/
3. Ищу блок м104 с _максимально_ близким номером к№ 1049хх 12 014198
ПРОДАЮ ЧТО-ЛИБО РЕДКО, В ЛИЧКУ НЕ ПИШУ, СВЯЗЬ ЧЕРЕЗ ТЕЛЕФОН!
#16
ОФФЛАЙН
Andron
-

- Мерсоводы
-
- Cообщений: 1042
Ветеран
- Город:Новосибирск
-
Автомобиль:
W123
Отправлено 25 February 2010 - 18:00
Спрашивал своих токарей - все по разному советуют. Что же всё-таки лучше???
Точил втулки промежуточного вала, рекомендовали сплав оловянной бронзы БрОЦС.
W123, март 1977г., M115.954, Stromberg 175CD, "673-Saharagelb"
#17
ОФФЛАЙН
МишаМ
-
- Мерсоводы
-
- Cообщений: 1331
Ветеран
- Город:Темиртау Карагандинской обл. Казахстан
-
Автомобиль:
W126 M110.022 1983г.
Отправлено 19 May 2010 - 16:29
Кому заняться больше нечем или ...
Ремонт постели распредвалов двигателя М 110
Если нет возможности расточить постель на коордионатно-расточном станке (нет в городе), может помочь самодельный ручной станок - условно "коордионатно-расточной" (токарные станки не проблема, везде есть).
На токарном станке необходимо изготовить три направляющие втулки (они же подшипники скольжения) и саму бор-штангу.
Примерно так: (Извините не загружается эскиз)
Бор-штанга во втулках должна легко проворачиваться, но не клинить (зазор минимальный). Отверстия под резец и зажимные болты размечаем и сверлим примерно напротив каждой опоры подшипника распредвалов. Диаметр бор-штанги не более 36 мм, иначе не пройдёт через отверстие в передней части корпуса. Меньше диаметр тоже не желательно- вал длинный 800 мм.
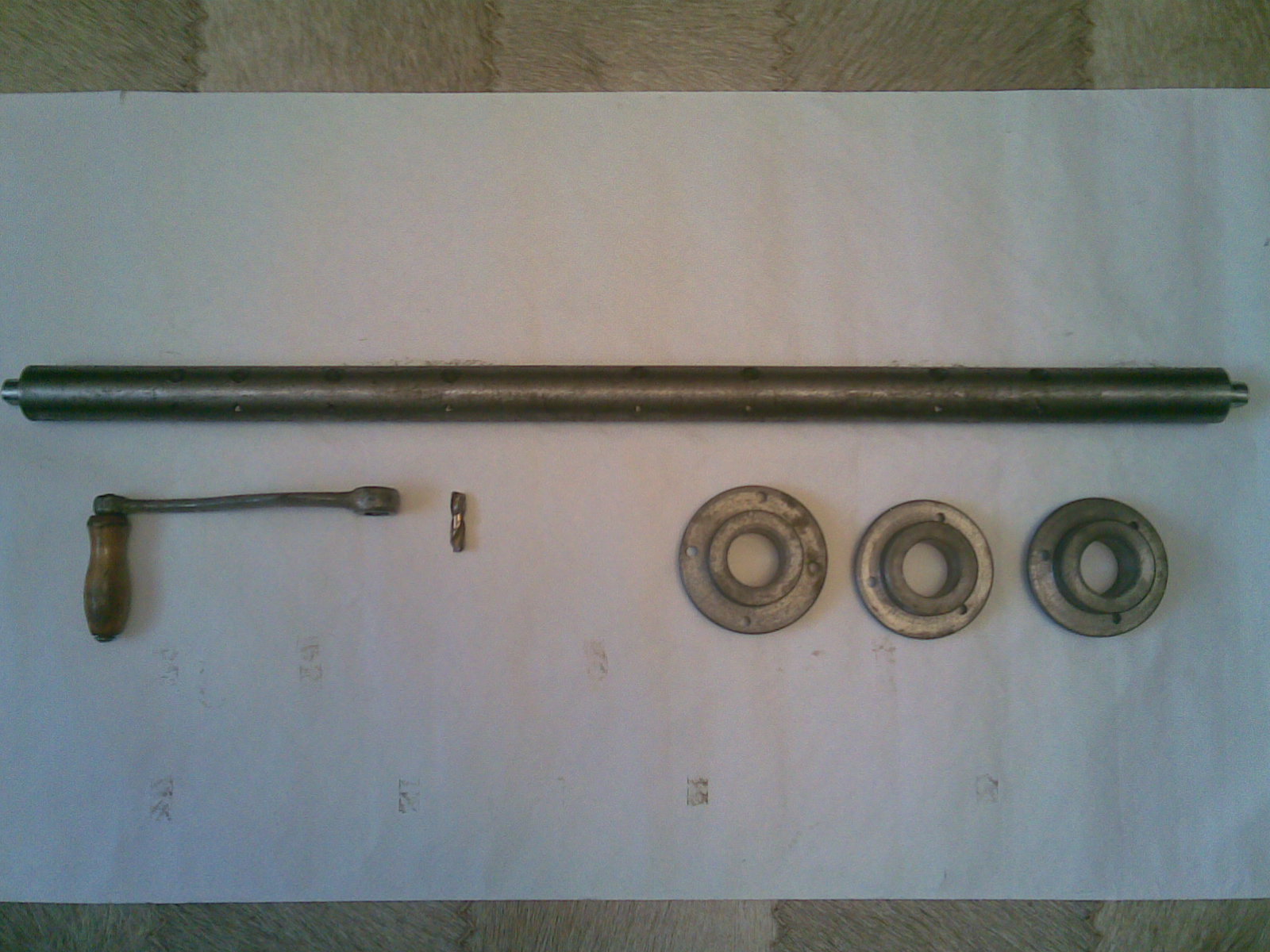
Направляющие втулки крепят штатными болтами к корпусу постели.
Вставляют бор-штангу, на ней в отверстие вставляем самодельный резец (например: обломок сверла) и зажимаем болтом, который не должен высоко торчать иначе не влезет в обрабатываемое отверстие. Регулируем резец на глубину резания (0,2-0,3 мм).

Смазываем втулки и отверстия постели маслом. Смазка в принципе любая.
Вращая рукоятку с минимальной подачей, проходим отверстие насквозь. Вновь регулируем резец на глубину резания, и так до тех пор пока не получим необходимый диаметр отверстия.


Основная трудность состоит в минимальной подачи резца, он постоянно пытается забуриться внутрь. (Сейчас готовлю приспособу для регулирования подачи резца)
Достаточно 1,5 - 2 мм на сторону. И так все отверстия.
Нудно, долго (вообще-то я не тороплюсь), но думаю результат оправдает средства.
Продолжение следует...
Сообщение отредактировал МишаМ: 19 May 2010 - 16:36
W126 // 126.022 // 280 SE //110.989 // АКПП 722.307 // 1983 г.
#18
ОФФЛАЙН
МишаМ
-
- Мерсоводы
-
- Cообщений: 1331
Ветеран
- Город:Темиртау Карагандинской обл. Казахстан
-
Автомобиль:
W126 M110.022 1983г.
Отправлено 15 March 2011 - 16:39
Продолжение...
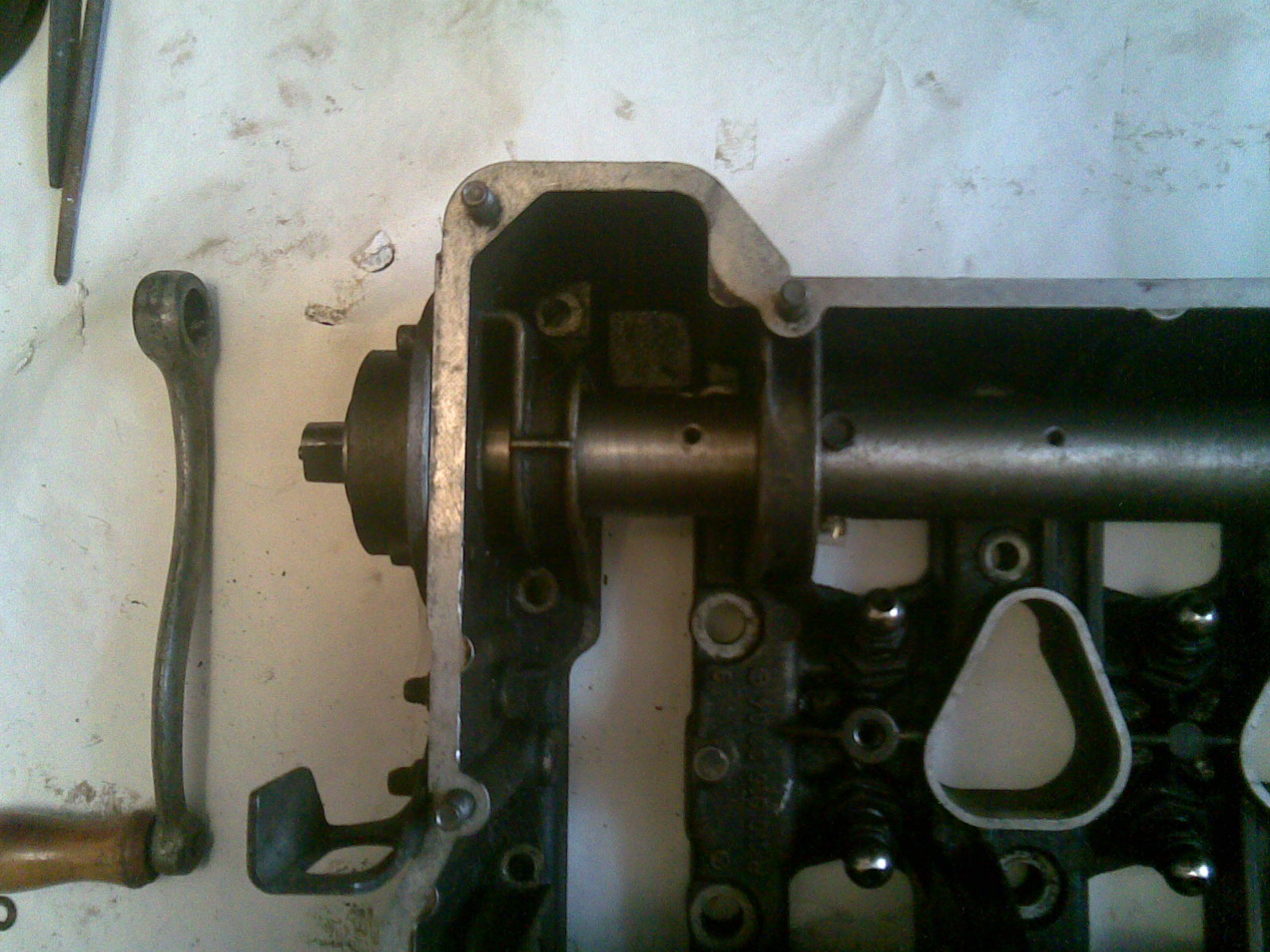
На противоположном конце постели на направляющей втулке собирается из шпилек, болта и планки механизм подачи резца (ограничивает подачу резца при резании, иначе резец затягивает).


Закрепляем (важно) штатными болтами постель распредвалов на головке и блоке разобранного двигателя без прокладок или на жёстком плоском основании. Тянуть сильно не надо. Нужно только выставить и выровнять постель распредвалов относительно плоскости головки и блока.

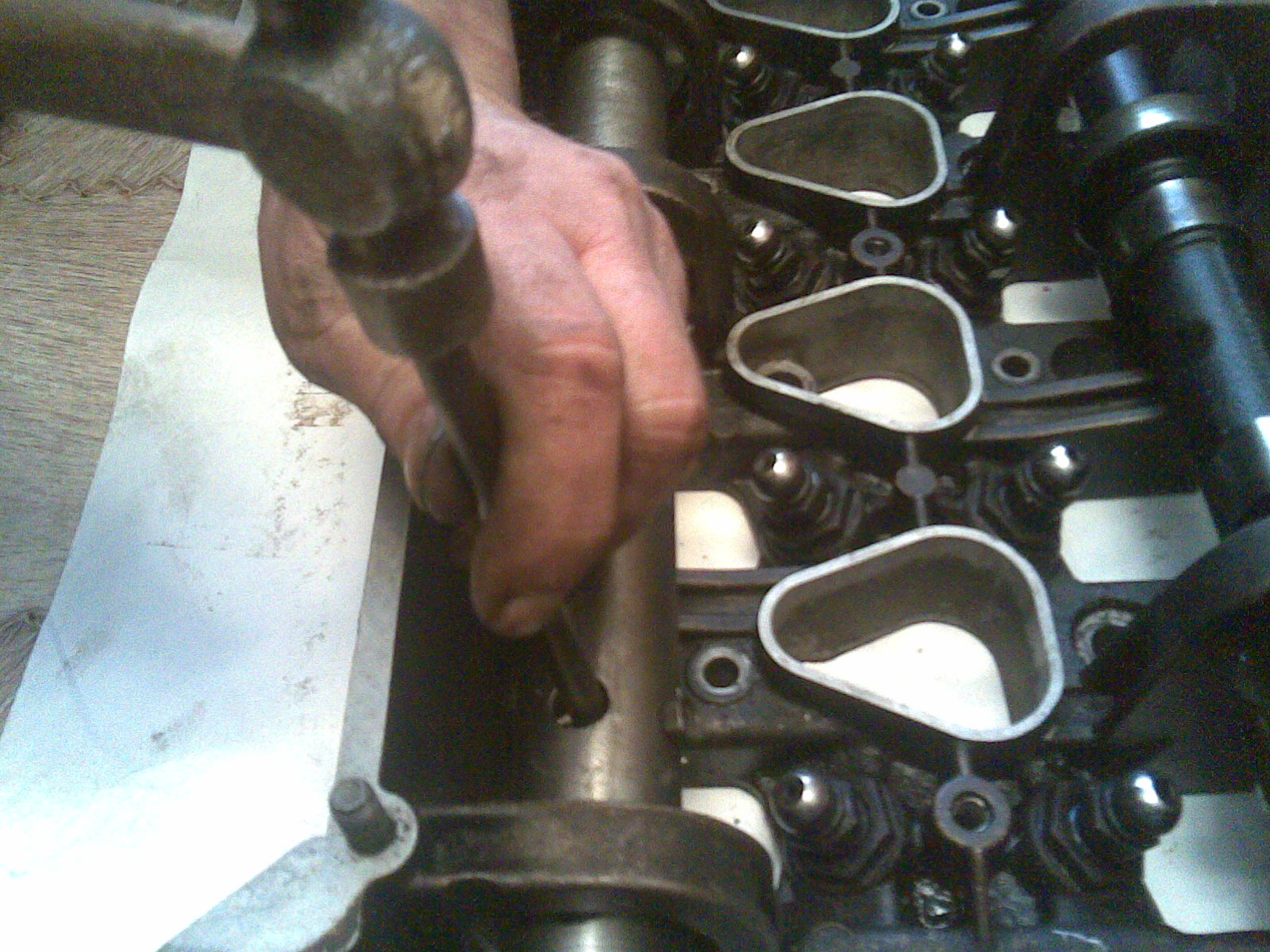
Начинаем резать, не забыв смазать все трущиеся части импровизированного станка и резец маслом (резец можно мазать отработкой).

Диаметр получаемого отверстия в пределах 58-60 мм, т.е. толщина стенки будуюшей втулки 2-5 мм.
Отверстия выполняются на "глазок", так как точность в этом случае не существенна.
Резать желательно за 2-3 прохода, главное получить ровную, чистую поверхность и соосность всех отверстий (не обязательно, но желательно).

Резанье ручное, поэтому долгое и нудное, но главное не торопиться. Подачу резца регулировать очень медленнно торцевым болтом, стружка должна быть тонкая.

Переставляя резец по отверстиям в бор-штанге так же обрабатываем все остальные отверстия.


Постель расточена.Очень тщательно замеряем полученные диаметры отверстий, которые метим и записываем результаты.
На токарном станке из бронзы (можно алюминий и его сплавы, кто что найдёт) изготавливаются ремонтные втулки по наружному диаметру индивидуально для каждого отверстия (не забудьте пометить) с допуском на натяг 0,02-0,03 мм (что-то типа лёгкая прессовая), и внутреннему диаметру на 0,2-0,3 мм меньше, чем у соответствующей опоры распределительного вала. Лишний металл в дальнейшем уберётся при доводке.
Далее, расточенные отверстия постели очищаются от стружки, обезжириваются, и на любом анаэробномй герметике или на термостойком клее в расточенные отверстия в постели запрессовываются ремонтные втулки, желательно через оправку (чтобы не смять тонкостенную втулку и не перекосить).
Далее, сверлом диаметром 1,5-2,0 мм (в зависимости какая имеется проволока, желательно латунная) в одном-двух местах (по желанию) в нижней части, на внутренней стороне ремонтной втулки сверлятся отверстия глубиной 5-6 мм. Кромка резенкуется. В эти отверстия запресовываются кусочки проволоки (так же на анаэробном герметике или на термостойком клее), которые будут выполнять роль стопора от проворачивания ремонтной втулки (мелочь, а повышает надёжность узла).
Далее, сверлом или бором-сферой в нижней части, на внутренней стороне ремонтной втулки выбирается углубления глубиной 1-2 мм (как это было до ремонта на старой постели). Это важное углубление выполняет роль масло-накопителя.
Далее, сверлом через штатные отверстия масляных каналов заново сверлятся новые отверстия маслоканалов в ремонтных втулках.
Далее, собирается вновь бор-штанга с резцом. Выставляется люнетами, убираются зазоры. Это самый ответственный момент. Очень осторожно, с минимальной подачей резца снимаем очень-очень тонкую стружку (почти пыль), тем самым проверяем и устраняем все неровности, выступы и т.д. При этом внутренний диаметр отверстия должен быть больше соответствующей шейки распредвала примерно на 0,025-0,03 мм на РАДИУС. Так как снимать бор-штангу пока не выполнятся все отверстия нельзя (не будет соосности), то все замеры производят измеряя зазор от бор-штанги (важно точно знать размер диаметра бор-штанги) до внутренней плоскости растачиваемой втулки. Можно применять калиброванные свёрла и к ним набор плоских щупов.





Можно так же прошлифовать шейки распредвалов индивидуально под соответствующую втулку постели. Это намного проще и легче,чем подгонять втулку к щейке вала. Но по любому, зазор при этом должен составить 0,05 мм - 0,06 мм на ДИАМЕТР (допускается до 0,09 мм по "букварю", но это перебор).
15. Продолжение следует…
Прикрепленные изображения

W126 // 126.022 // 280 SE //110.989 // АКПП 722.307 // 1983 г.
#19
ОФФЛАЙН
HyMik
-
- Мерсоводы
-
- Cообщений: 487
Мерсоактивист
- Город:МСК
-
Автомобиль:
W126 280SE 1982
Отправлено 15 March 2011 - 17:41
Вопрос к автору:
А не лучше ли было - расточить шейки в постели, а на шейки валов в горячую надеть втулки стальные? потом валы откалибровать по постели?
Есть информация - что пробовали втулки прессовать в алюминий, и никакого положительного результата не было, напротив с увеличенными валами - получалось..
#20
ОФФЛАЙН
МишаМ
-
- Мерсоводы
-
- Cообщений: 1331
Ветеран
- Город:Темиртау Карагандинской обл. Казахстан
-
Автомобиль:
W126 M110.022 1983г.
Отправлено 16 March 2011 - 15:54
Да была такая мысль, но отговорили. Получится сложнее и при запрессовки на горячую можно вал загнуть, потом не выправишь.
Другой способ покрытием металлопластом шеек вала тоже рассматривался. Но тоже есть свои минусы. Уж очень он хрупкий и работает по температуре до 90 градусов (при перегреве головки обугливается). Из плюсов: отличное скольжение, простота работы при нанесении и обработки.
Экспериментирую от нечего делать и потому что ещё есть два донора. Будем надеяться на русское авось. 
W126 // 126.022 // 280 SE //110.989 // АКПП 722.307 // 1983 г.



Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

